To give insights into how tire recycling and pyrolysis work, what opportunities of this business are and how to start out, Weibold provides general information about the industry. Read questions below or send us your inquiry to request more information.
Tire recycling enables to recover precious materials from end-of-life tires in an environment friendly manner to a) tackle the issue of enormous waste tire accumulation and b) make profit from reselling material to manufacturer of ruber goods or manufacture value-added products on your own.
Scrap tires can be recycled into rubber of different sizes, ranging from rubber chips to crumb rubber and fine rubber powder. The products are of high demand in different industries. However, to establish a successful tire recycling business, one needs to account for different factors, such as minimum production capacity, value adding technologies, long-term contracts, seasonality, etc.
For detailed information, material prices and financial primers, contact out team of experts! We will help you understand all factors you need to take into consideration before launching a tire recycling business.
What is tire pyrolysis?
Pyrolysis is an age old concept. Tire Pyrolysis, however, represents a nascent market that is experiencing a boom in recent years. Its promise of significant contributions to a circular economy has globally spawned a lot of investment leading to major technological developments and new markets.
As in any maturing market, these developments represent both great opportunities and significant challenges. There are many successes but also many unsubstantiated claims, misunderstood specifications, operational pitfalls and inconsistent acceptance of the products that tire pyrolysis generates. At Weibold we are constantly monitoring the collective experiences gained and are on the look-out for the benchmarks that will define the best practices in the maturing markets.
What are the output materials in tire recycling and pyrolysis?
Below, we list and describe the basic tire recycling and pyrolysis products, as well as some applications in consumer goods manufacturing.
Tire recycling output materials
Standard rubber processing technologies yield three types of recovered materials:
Tire rubber
Liberated steel wire
Synthetic textile
While tire rubber is the most precious out of all recovered materials in tire recycling, both textile and steel wire are referred to as by-products and do not yield significant profits. Below, we elaborate on each type of materials.
Tire rubber
There are two main factors influencing prices and applications of recycled rubber: size and purity (from steel and fiber). Below is the list of recycled tire rubber sorted by size.
Tire chips (≈50mm)
Tire chips are produced from rough tire shreds using the same primary shredder complemented by screening and recirculation equipment. Tire chips of this size can be sold as tire-derived fuel (TDF) or used to produce crumb rubber and fine rubber free of metal and fiber.
Wire-free rubber chips (≈38-16 mm)
Tire chips free of steel are also referred to as rubber mulch. The material can be used mainly in landscaping and playgrounds instead of conventional mulch. Thorough magnetic separation of steel allows to increase value of the product.
Crumb rubber (≈16-3 mm and smaller)
Crumb rubber is a fiber-free and steel-free granulate that can be used in molded products like playground mats, rubber tiles, traffic safety equipment, rubberized asphalt, synthetic turf, rubberized flooring, sound insulation panels, porous drainage systems, etc.
Fine rubber powder (≈0.85-0.15 mm)
Fine rubber powder is a high-quality and high-priced material 99.9% free of metal and 99.9% free of fiber. Fine rubber powder is used in sealings, liquid and spray coatings, membranes, insulation systems, thermoplastic elastomer blends, automotive appliances, rubber-modified asphalt and in many other fields of civil engineering.
Tire-derived steel
As a rule, up to 20 percent of a tire consists of high-quality steel wire, which is a valuable high-demand commodity. An advanced magnetic separation system allows collecting and reselling steel wire from tires to smelters, where it is further processed.
While tire derived steel is usually sold at low prices and rarely used in manufacturing, researchers claim that a huge volume of the material can be successfully reused in concrete. Interestingly, not only steel wire can be used to improve properties of concrete, but synthetic fibers, too.
Synthetic tire-derived textile
Usually, tires contain up to 15% of fiber and nylon which can be used as a supplement to tire-derived fuel in cement kilns, suppement to fiber-reinforced concrete, fiberglass, pressed carpets, absorbent cleanup material, etc. Currently, the market for tire-derived fiber is under active development.
Despite the fact that the material doesn't have a wide use today, researchers claim that the textile polymer fibers used as reinforcement material in passenger tires is also of high quality and strength and can be used to control prevent of concrete curing at the early stages, when the material is still plastic. Textile fibers have also been shown by some research teams to help prevent explosive concrete spalling during fires, and applications are being developed for tunnels and buildings.
Tire pyrolysis products
Four main output products from tire pyrolysis are:
Fuel oil
Recovered carbon black (rCB)
Steel wire
Synthetic gas
The last two types of output are referred to as by-products. Whereas steel is relatively easy to sell, albeit at reduced prices, synthetic gas isn't a sellable nor usable product due to its inconsistent quality.
However, fuel oil and recovered carbon black are products with great commercial potential. More about the products below.
Fuel oil
In tire pyrolysis, oil makes up approximately 35-45% weight of output depending on type of the thermal treatment. Tire-derived pyrolysis oil with a wide distillation cut consists of three fractions with the middle distillate fraction prevailing, and it cannot be considered as an alternative blending component for commercial motor fuel, fuel oil or heating oil before a purification and additional treatment.
The main applications of tire pyrolysis oil are: maritime fuel, fuel for vehicular engines, fuel for stationary engines (power generators) and furnace fuel used by heating companies.
Scope of applications of pyrolysis oil depends on local and national regulations. In countries with strict environmental regulation tire-derived pyrolysis oil may require distillation & chemical treatment and/or additional refining process, which in turn will upgrade its quality and application properties.
Utilization of the tire-derived pyrolysis oil as fuel oil component for power plants is one of the most common applications of the product. It usually does not require a final boiling point (FBP) modification and chemical treatment, but thorough filtering, which makes production process significantly cheaper as opposed to using it as motor fuel or marine distillate pool component for diesel motor vehicles, vessels and stationary diesel engines.
The main challenge to sell the heavy fuel oil in different countries is sulfur content. National regulations vary from country to country, but European regulations are particularly strict to sulfur content in fuels.
To successfully sell tire-derived pyrolysis oil (diesel-like fractions) to power plants or maritime transportation companies as an alternative fuel oil component, custom formulation and quality enhancements are needed.
Weibold's team will gladly help you find out which technical and chemical parameters you need to account for to build a successful tire pyrolysis business and supply power plants, maritime transportation companies and stationary diesel aggregates with your oil.
Recovered carbon black
Recovered carbon black (rCB) accounts for approximately 30% to 45% of tire-derived pyrolysis output. rCB is used both in energy recovery applications and as a replacement for virgin CB in manufacturing applications such as paints, industrial and automotive parts and rubber goods.
Tire-derived rCB may appear an economically attractive and valuable product with a potential to compose a significant portion of plant’s revenues. To make it marketable, post-pyrolysis treatment steps may be required. The degree of purity and amount of treatment required by the end product will have a major impact on the value of rCB, and thereby on the plant’s overall profit margins.
What are tire recycling and pyrolysis technologies?
Below, we will describe different production methods and the most common equipment types for tire recycling and pyrolysis.
Tire recycling
To meet the different requirements of potential applications for the rubber recovered from scrap tires, processing and recycling systems must be able to produce goods with clearly defined characteristics, which are suitable for use in a wide range of applications.
In this context, shredding, grinding and milling technologies are crucially important as they are the core of the recycling process. High quality equipment broadens scope of application of the recycled material.
The choice of technology affects the quality of the rubber granulate and powders:
Size
Shape
Surface
Purity
Output volume
Cost of the final product.
Size, shape, surface and purity are quality aspects that cause material acceptance among customers. Output quantity and cost are aspects that influence the customers’ willingness to purchase the material, hence they are the long term success of a tire recycling company.
Basically, there are two available technologies to transform used tires into rubber granulates and powders which can show a successful history in the industry:
Normal temperature (ambient) process
Ambient grinding comprises all sorts of mechanical shredding operations, which are carried out at room temperature. Knife shredding operations are predominant, whereby the input material is reduced during several stages to smaller and smaller sizes. Sieving technology is used to classify the various sizes according to the required applications. Lately roller mills became a preferred choice for tire recyclers to produce rubber powders.
Cold temperature (cryogenic) process
The input material is cooled down to approx. minus 90 degrees Celsius by means of liquid nitrogen until the rubber reaches a “glassy” state. “Glassy” is not really a technical term but shall only express the fact that the frozen rubber can easily be broken apart by means of e.g. hammer mills or desintegrators with very high impact energy.
Currently an estimated one percent of rubber granulates and powders are produced by means of cryogenic technology. Despite the few installations there are some good reasons for using cryogenic processes for certain applications.
Although we are not aware of any industrialized setup we need to mention a third way of recycling tires.
Waterjet milling process
The process applies UHP (Ultra-High Pressure) waterjetting to pulverize the rubber with rotojetters in a single operation without any mechanical grinding or the use of chemicals. This process is designed for large and very large tires which cannot be recycled in a conventional way, such as normal OTR (off-the-road) tyres or even the open-mining tyres of dia 4m.
Tire pyrolysis
There are many technological concepts for tire pyrolysis on the market or in development today. Some are still in the experimental stages. The core of any pyrolysis plant is a reactor that decomposes rubber chips without the use of oxygen. The choice of technology and its supplier should be made in the context of the planned plant throughput capacity and the specifications of the output products.
Tire pyrolysis plants are capital intensive
Depending on local supply, market, and regulatory conditions, additional investments in pre-processing and post-processing steps may be required to arrive at a viable solution for the plant. Regulatory requirements force controlled plant emissions, Requirements for quality and consistent feedstock with controllable origin are dictated by the target specifications and quality for the product output. rCB product requirements may mandate additional post-pyrolysis treatment of the carbon char. Also, depending on the chosen target customers, the oils may have to be desulfurized and cleaned in order to make them more attractive and achieve higher profit margins.
Weibold’s approach to tire pyrolysis projects
Development of customers and products before making choices on technology
Establishment of a base-line business to secure a cashflow that sustains the operation (mostly based on sales of products for energy recovery use), upon which more sophisticated capabilities and product lines are developed that add profit to the bottom line
Strong emphasis on control of quality, consistency and cost of the feedstock input (either through choice of supplier or through internal control by instituting a tire recycling line)
Choice of technology supplier with a proven track record of economically viable reference project(s)
Build-up of a technically savvy sales and support resource that can develop products in cooperation with the potential customers.
Contact us with your pyrolysis challenges and let us help you make the right choices for concepts, technology, feedstock and markets!
How to choose tire recycling equipment?
If you are just about to launch your first tire recycling business or upgrade an existing plant, you must be looking for reliable machinery with high performance. To help you make the right choice, we describe below important equipment parameters you would need to consider before launching your new plant.
Input and output capacities
If you would like to have an efficient equipment that would match needs of your business, you need to compare equipment capabilities to your estimated supply and processing time. If equipment slows down your production time, costs of your operation grow and thus cut down your profit. The only reasonable excuses for slower production is better output quality and higher safety. Make sure your tire recycling line operates at high capacities so you have enough spare time for unplanned equipment maintenance.
By-product separation
In tire recycling, there are a number of equipment modules and some of them are designed for separation or purification of material. Scrap tires contain not only rubber, but also by-products like steel wire and textile. These are, on the one hand, valuable products, but on the other hand, their inclusion into rubber granulate or rubber powder can significantly decrease quality and price of your material. Make sure you find equipment that will maximize your potential earnings with the best possible final product.
Power requirements
Energy efficiency is one of the cornerstones in tire recycling business. Choosing inefficient equipment could detriment your business, as it could significantly increase your costs. Eventually, higher electricity bills may affect your bottom line. Still, importance of this parameter depends on your country of operation and local electricity prices.
Operating requirements (personell)
Another important factor is staff needed to operate your tire recycling equipment. Similar to what we considered in electricity, labor-intensive business model could prove good if you operate in countries with low income and low minimum wages. For instance, some recycling balers, require labor to hand-tie the bales, and others have automated tying. If your labor costs are high, consider upgrading your plant with automatic equipment.
Time of operation
To make sure that equipment will reliably last for many years, inquire its recommended operating time from the manufacturers. Simple arithmetic calculations will help you plan your expenses way ahead and this will give you a chance to prepare financially for timely replacement of the old equipment. To make sure that operation time declared by the manufacturer is correct, find tire recycling companies who already use the same equipment and compare theory with facts.
Replacement parts and maintenance kits
It is important to know in advance when your equipment would need major maintenance and replacement kits. Firstly, you would need to plan interims for downtime in your production schedule. Secondly, you must be financially prepared to maintenance expenditures. Compare maintenance costs of the equipment of different manufacturers and then resort to tire recycling companies who already operate this equipment. Once again, compare numbers declared by the manufacturer with facts from operators. To be always prepared to unintended consequences, make sure spare parts can be swiftly delivered to your facility in case you have an emergency.
Safety considerations
Safety is utterly important with heavy equipment, and it’s even more so when you are processing materials that can be hazardous. Know exactly what safety features the equipment has so you can compare different models and equipment from different manufacturers. Bear in mind numerous potential hazards from ignition of rubber powder during production to staff members falling into shredders. By any means, you must prevent accidents at your plant and equipment manufacturers are the ones who can help you do that.
Customer support by manufacturer
Remember that you are not just buying equipment, you are creating a relationship with the company that makes it. Don’t settle for a company that does not provide the customer service you deserve. Find reviews, testimonials, and other information from people who have bought from the company so you know exactly what you’re getting into and how happy you can expect to be with the level of service. You can also look for awards and ratings by marketing research and customer service agencies.
Warranty
As a rule, warranty for tire recycling equipment covers only the first year of operation, because operating time of the equipment largely depends on recycling practices of the processor. Nevertheless, you should make sure you receive reimbursement and proper technical support if things go wrong. In this capital-intensive business, your precaution won’t be redundant.
Opinion of experts
Almost always, searching for tire recycling equipment is a hard and time-consuming process which requires a lot of your attention and constant comparing of data declared by the manufacturer with real figures from tire recyclers. For individuals who are newcomers to tire recycling business, it can be very hard to gather this information and make an adequate decision. To save time and money, you should resort to experts who can give you an adequate advice.
Weibold helps both new and well-established tire recycling companies clearly define all pros and cons of equipment. Our technical comparison studies have already supported a number or companies worldwide and saved tens of thousands dollars to recyclers in the form of lower expenditures and higher performance.
To order a technical comparison study, send us an inquiry to robert@weibold.com and we will help you build successful tire recycling business.
Which value-added products can be produced from rubber?
Recycling tires into materials such as steel-free crumb rubber and fine rubber powder used to be a profitable venture; however, due to market saturation in developed economies, tire recycling companies might want to shift their focus from raw materials to potentially higher-priced consumer goods made from recycled rubber or even virgin rubber which can be replaced by tire-derived materials. The first and so far one of the most viable choices of tire recyclers would be investing in presses and molds to produce molded goods from crumb rubber or rubber powder. Another options include more complex technologies, e.g. blending recycled rubber powder with polyethylene or polypropylene to produce thermoplastic elastomers (TPE).
As a rule, manufacture and sales of consumer goods yield higher margins than production and distribution of raw materials, and yet markets abound with opportunities in the field of molded and other value-added products from recycled rubber. The most common examples of molded goods are playground mats, flooring tiles for gyms, rubber curbs, traffic safety products, insulation panels, equine mats, carpets for cattle etc. However, one needs to keep innovating and inventing new products. Due to high supply and relatively low prices of recycled rubber in most of OECD countries given rapidly advancing technology, every year the number of molded products from recycled rubber expands.
This article lists some of the products from recycled tire rubber which could significantly increase profit margins of tire recycling businesses.
Rubber wheels for waste bins
Chassis from recycled tire rubber | Photo: courtesy of Gumiimpex
In Europe, the technology has been on the market for quite some time and many companies manufacturing and assembling waste bins, municipal and industrial trash containers started using chassis from recycled tire rubber. As a rule, such chassis not only contribute to cleaner environment, but also help companies cut production costs – market price of such goods is notably lower. Croatian company Gumiimpex can serve a good instance of such a manufacture.
Yet, developing regions such as, for instance, North Africa or Middle East, lack such manufacturers and import rubber wheels for waste bins from key manufacturers in Europe and Asia. Many countries around the world find themselves in similar situation – vast market opportunities on domestic and regional markets remain unexplored.
Recent news in tire recycling industry features a British company Rosehill Security that will start providing its molded security products from recycled tires, including hostile vehicle mitigation (HVM) barriers, Ballistic Blocks and Rapid and Impakt Defenders to the US market. According to the company, it recently signed a deal with ARX Perimeters which gives the company a new window of opportunity.
The production of Rapid and Impakt Defenders relies on recycled tire rubber, and uses polyurethane to getting extra strength. The product can be used in almost all types of surfaces, ranging from roads to stadiums. It is also possible to apply them in combination with mobile perimeter and high-security fence systems – this would secure boosted protection.
In Spain, Acciona Infrastructure Group – a company earlier teamed up with researchers, Spanish waste tire management authority SIGNUS and tire recycling industry players studied how recycled tires could benefit municipal railway systems. The company explained that its team was searching for methods to reduce noise from trains on railroads, adding further that they were also thinking how to benefit the environment.
Currently, a 16-kilometres subway route which uses recycled tire rubber stretches between four points in Spanish Granada – Albolote, Maracena, Granada and Armilla; 13 of them are on the surface and 3 km stretch underground. According to the company, the Acciona’s innovation does not require huge investments to carry out proper maintenance and molded rubber pads for railroad tracks can be easily installed. In addition, the technology helps transform scrap tires into valuable products greatly reducing the end-of-life tire problem. According to the company, to produce one meter of tracks approximately seven scrap tires are needed.
Railroad ties and tie covers from recycled rubber
Giovanni Maria De Lisi, founder of Green Rail | Photo: courtesy of Green Rail
Several years ago, a joint agreement had been signed between Spanish technology company Indra and an Italy-based young company at an experimaental stage – Greenrail, which has been involved in manufacturing of environment-friendly covers for railroad ties from recycled tires and plastic. The partners tried to develop merchandise from recycled tires and construct new production lines, which would cater to the rail industry. Apart from utilizing scrap tire rubber, the collaboration between Greenrail and Indra was supposed to make railway maintenance process more energy-efficient and cost-effective, as well as safer. Indra was responsible to supplying embedded electronic systems for the covers.
The joint venture between companies could have been a powerful tool to transform the industry, however – according to an up-to-date information received by our team – the project has been put on halt due to inefficient managament.
Weibold’s market researches will help you identify new market opportunities
Successful tire recycling business requires high returns on investment, and apart from lowering operational costs one needs to keep innovating and looking for new revenue streams. To explore opportunities in innovative rubber products, including molded rubber goods, contact Weibold and consider our specialized market researches. Weibold’s 20-year-long expertise includes not only the economic side of running tire recycling and pyrolysis businesses, but also production technologies. Write us at sales@weibold.com to learn more about our work!
Choosing between rCB and fuel oil production
This article sheds light on complexities and constraints of planning and operating a tire pyrolysis business and shows how Weibold can help companies build economically sustainable tire pyrolysis plants.
Pyrolysis is an age old concept, whereas pyrolysis from end-of-life tires (ELTs) is a nascent field in an immature market. Today, in the ever present push towards a circular economy, this technology receives ever more attention in the tire recycling community – investments in tire pyrolysis businesses increase, technology keeps advancing and ever more operators appear on the market worldwide.
Despite these positive trends, we can observe that there are many claims but as yet only sporadic evidence of production successes. Conceptualizing and designing an economically viable pyrolysis plant still remains a complex task – this is a field with many choices and many variables where no single best solution exists. In addition, there are many pitfalls, such as misunderstood requirements, faulty technology, lack of industry standards or inadequate controls.
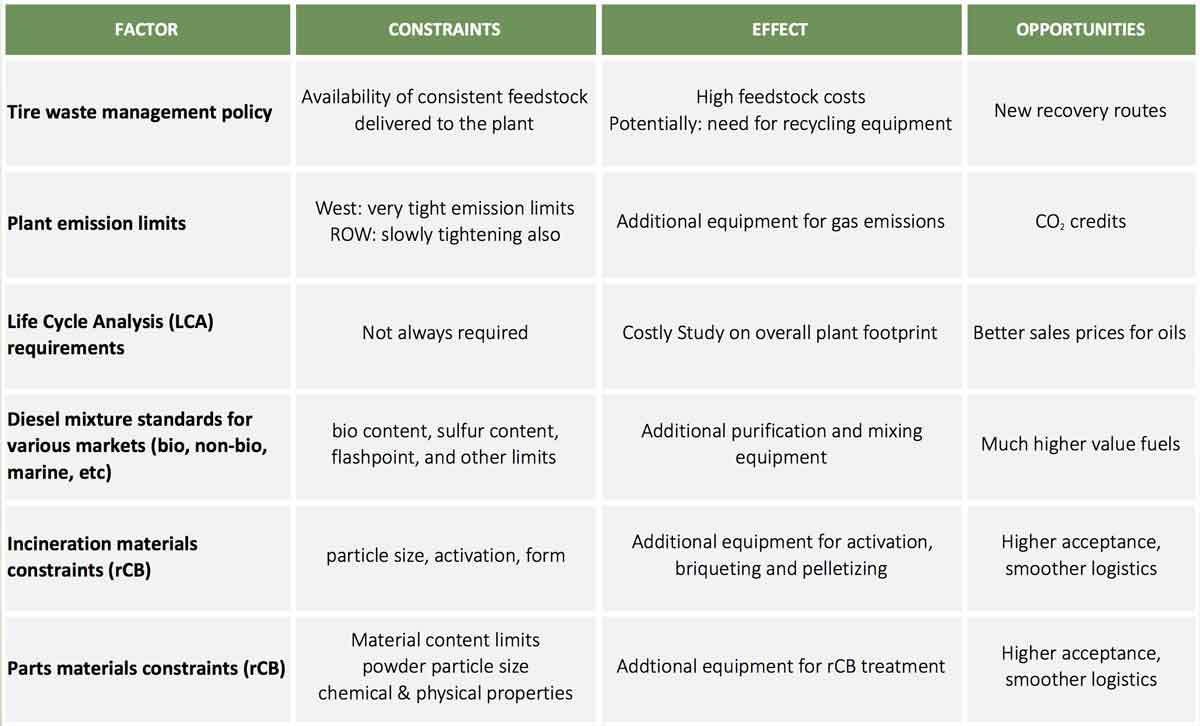
There are also regulatory factors affecting the economics of ELT pyrolysis. Among them are: waste tire management policy, plant emission limits, life cycle analysis requirements, diesel mixture standards for various markets (bio, non-bio, marine, etc.), incineration materials constraints (rCB), parts materials constraints (rCB), etc.
These constraints represent significant challenges to planners and operators. But – as in any developing market – these challenges also represent promising opportunities. To see constraints, effects and opportunities arising from these factors, please consider the table below.
One particular constraint for tire pyrolysis businesses involves regulatory requirements for low sulfur content in diesel and other fuels targeted by pyrolysis operators. This particular constraint holds many operations back from securing volume off-take contracts at reasonable margins.
The size of the capital expenditures also comes into play – tire pyrolysis equipment prices range from EUR 60.000 to 25 million. And in order to build a successful operation, further investments may be needed. The need for controlling quality and consistency of waste tire feedstock, fuel oil requirements and CB buyer product specifications most often mandate additional pre- and post-pyrolysis treatment steps.
Our financial tools allow us to precisely model and fine tune a given operation for a given location, feedstock supply situation and off-taker market by determining the operation’s sensitivity to a multitude of parameters, such as supply make-up, labor and power costs, throughput parameters, efficiencies, investment sizes, as well as output material specifications and achievable price ranges for TDFs and rCB.
Having researched and modeled greatly varying operations, we can demonstrate that, since oils invariably make up 40% to 50% of produced materials, pyrolysis plants usually only become viable when both the oil and CB products are successfully marketed and monetized.
Based on these experiences we can also make the following general observations:
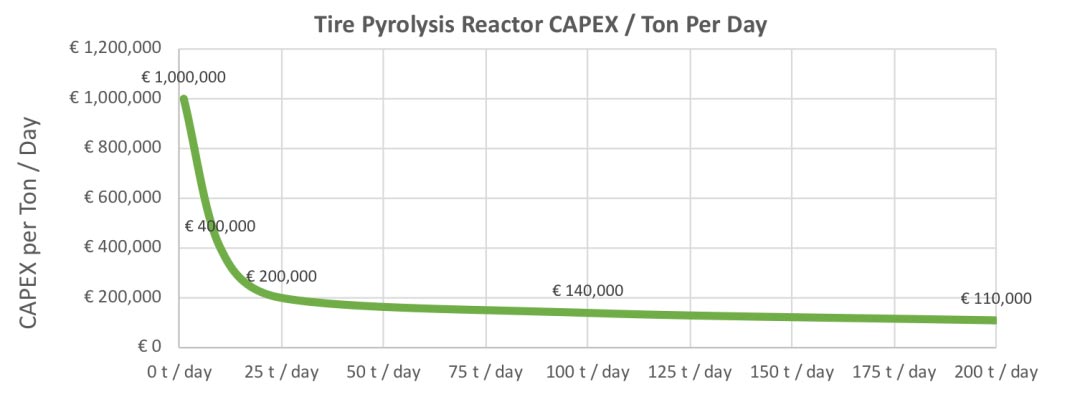
Economies of scale are key: larger plants will return a higher return on investment (IRR).
Until – as the markets and standards develop – manufacturer markets (plastic goods, rubber goods, surface and paints, tires) accept recovered carbon black more widely:
rCB sales will predominantly be sold to energy recovery uses margins will remain under pressure
there will be no room for errors in plant concept and execution
For new tire pyrolysis projects, we at Weibold have therefore devised a prudent approach to planning a new operation, which includes:
Development of customers and products before making choices on technology.
Establishment of a base-line business to secure a cashflow that sustains the operation (mostly based on sales of products for energy recovery use), upon which more sophisticated capabilities and product lines are developed that add profit to the bottom line
Strong emphasis on control of quality, consistency and cost of the feedstock input (either through choice of supplier or through internal control by instituting a tire recycling line)
Choice of technology supplier with a proven track record of economically viable reference project(s)
Build-up of a technically savvy sales and support resource that can develop products in cooperation with the potential customers.
For existing tire pyrolysis operations we recommend carefully researching and finding potential customers within reach of the operation, developing a relationship with them, and analyzing their needs. Only once the product requirements are understood in the context of the off-taker’s products does it make sense to evaluate and select technology suppliers and invest in post-pyrolysis product refining equipment.
A summary of these findings with an example of calculations for various process configurations can be found in the presentation that Weibold gave at the Recovered Carbon Black Conference in Berlin, May 2019. The presentation can be sent upon request.
There also exist opportunities for operators of existing plants (specifically batch processing plants) to significantly improve plant throughput, performance and output quality without the need for post-processing refinement equipment. Information for this upgrade program can be sent upon request.
To mitigate the planning risks, meet the challenges and explore the opportunities in any phase of your tire pyrolysis project, contact Weibold and consider our specialized services. Our feasibility studies, market research modules, as well as technology evaluation and financial modeling services can help you avoid pitfalls, protect your investment, solve technical problems and improve your profit margins. Write us at sales@weibold.com to learn more about our work!
Tire collection regulations in tire recycling and pyrolysis industry
Used and end-of-life tires can be managed in different ways depending on a variety of economic factors and legislative issues in a country. In Europe, for example, there are three different models of managing used and waste tires. The majority of the EU’s countries implemented producer responsibility system, whereas some of EU members have a free market system of scrap tire management and some – government responsibility system financed through tax. Below, we cite the European Tire and Rubber Manufacturers Association (ETRMA), which provides definitions and describes tire recycling regulations governing scrap tires in Europe.
Free market system
Under the liberal system, the legislation sets the objectives to be met but does not designate responsible bodies. In this way, all the operators in the recovery chain contract under free market conditions and act in compliance with the legislation.
This may be backed up by voluntary cooperation between companies to ensure best practices. Liberal market systems operate in Austria, Switzerland, Germany and the UK. United Kingdom has a managed free market, i.e. scrap tire collectors and tire recycling companies report directly to national authorities.
Responsibility of government
Throughout the European Union, the government responsibility system funded via taxes is used only in Denmark and Croatia. Under the taxation mechanims, each country is responsible for the scrap tire management. The system is funded via taxes levied on tire manufacturers.
As a rule, tire manufacturers want to ensure that their end-of-life products – scrap tires – are dealt with in an environment-friendly manner. According to the government responsibility system, tire manufacturer is only responsible for ensuring that his products have a suitable recycling and recovery route.
With this regard, the European Tyre and Rubber Manufacturers Association (ETRMA) writes:
“The challenge is to collect and recover all tyres and prevent them from going to illegal landfill, or to manage their export to ensure that their destination is acceptable to European requirements i.e. that they are being treated in equivalent environmental conditions as in Europe and fulfil the legal prescriptions of the EU Waste Shipment Directive.”
ETRMA adds that in Europe, various management plans have a mission to ensure that the required environmental standards are met and all parties do their best to ensure compliance with the regulations. However, when not taken care of by scrap tire management companies, “tires leaving EU borders may not be fully traceable as to their final destination.” ETRMA perceives this as a weakness that needs to be addressed by stronger tire recycling regulations around the world.
Extended producer responsibility
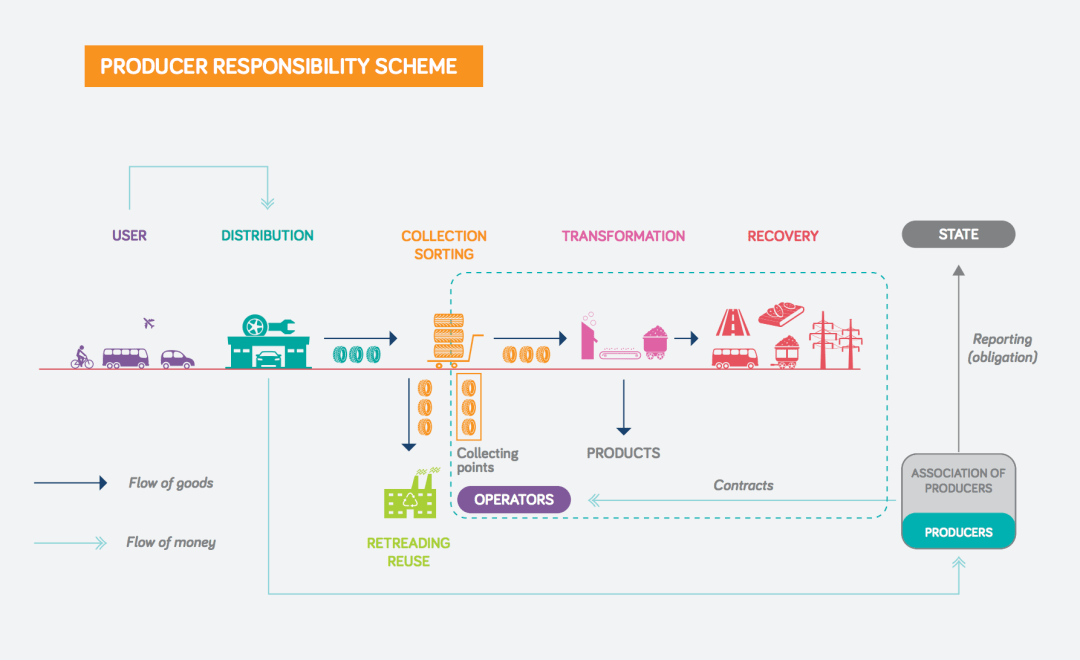
Producer responsibility means that the tire manufacturer is fully or partially liable for a product which reaches a post-consumer stage of its life cycle. Namely, under this system, the tire manufacturer is liable of ensuring that the tires which reach end-of-life stage are disposed of responsibly and in an environment-friendly way.
In this system, the producer is responsible for the waste that the consumer generates. The law defines the legal framework and assigns the responsibility to the producers, i.e. tire manufacturers and importers, to organize and carry out scrap tire management.
Description of extended producer responsibility system. Infographics: ETRMA
According to ETRMA, the extended producer responsibility is “followed through in various ways from a single scrap tire management company carrying out tire collection and treatment in a country (such as in Portugal, the Netherlands or Sweden), through multiple ELT management companies (such as in Italy, France or Spain) or through individual producer responsibility (Hungary).”
The law entitles these companies to collect and handle scrap tires in amounts equivalent to the volumes of tires “sold individually or collectively by affiliated companies during the same year or the year before.”
Funding of tire collection and tire recycling is carried out through environmental contribution charged upfront by scrap tire companies companies from the affiliated tire manufacturers and tire importers. The fee is initially collected by tire manufacturers and distributors and passed on to scrap tire management companies.
In most the EU countries, tire manufacturers prefer extended responsibility system.
To order our consulting services and studies about scrap tire regulations, send us an inquiry to robert@weibold.com and we will help you build successful tire recycling business.
Have more questions?
Weibold produces custom-made studies in the field of tire recycling and pyrolysis to help you launch and effectively run business. Get in touch with us to learn more about our services.
Monthly Newsletter
Subscribe for our monthly newsletter highlighting events, news, market trends and technology releases in tire recycling and pyrolysis industry. We deliver news to 21,000+ subscribers monthly!
Subscribe for Weibold's monthly newsletter to receive the most important news on market trends, technology advances, expos, trade shows and conferences related to tire recycling and pyrolysis industry and much more!
The new company, Lohum Talbros CarbonTech Pvt. Ltd., will focus on recovered carbon black, also known as rCB, and devulcanized rubber. These materials are linked to the recycling of end-of-life tires and industrial rubber waste, supporting the reuse of rubber-derived resources in new products and reducing dependence on virgin raw materials.
The Tyre & Rubber Recyclers Association of India (TRRAI) has announced RE-GO – TRRAI’s 3rd Annual Conclave 2026, a two-day tire recycling industry event scheduled for September 10–11, 2026, at Novotel Goa Dona Sylvia in South Goa. Organized under the theme “Recycling On-the-Go in Goa,” the conclave is expected to bring together 250–300 delegates from across India’s tire recycling value chain, including tire recyclers, end-of-life tire processors, tire pyrolysis companies, machinery manufacturers, automation providers, consultants, investors, policymakers, environmental specialists and regulatory authorities. TRRAI said the event is designed as a major platform for discussion on Extended Producer Responsibility, regulatory alignment, sustainable growth, technology development, recycled material markets and circular economy opportunities in India’s expanding tire recycling sector.
According to the ministry, more than 60% of waste tires generated in South Korea are currently recycled into thermal products such as solid recovered fuel. Only a small share is converted into recovered carbon black for use in new tire production. The government said the new R&D program is intended to support a shift toward higher-value recycling by producing recycled raw materials that can be used in manufacturing rather than mainly in energy-related applications.
We help build successful tire recycling and pyrolysis businesses, upgrade production facilities, boost your sales and much more! Quality of our services is confirmed by 800+ researches and 27+ years of experience in the tire recycling and pyrolysis industry.